


Все отечественные и импортные горелки TIG различаются по следующим признакам:
- по конструкции ручки
а) только с газовым вентилем;
б) только с кнопкой;
в) и с кнопкой и с газовым вентилем;
г) с изменением угла наклона головки или с гибкой шейкой (flex).
- горелка может быть воздушного или жидкостного охлаждения.
- шлейф горелки бывает длиной 4 или (реже) 8 и более метров.
Горелки с воздушным охлаждением практически никогда не используются на токах более 200 ампер и для сварки швов длиной более 200-300 мм.
Горелки с жидкостным охлаждением используются для токов от 200 до 500 ампер или для протяженных швов.
Горелки без кнопки, только с газовым вентилем, часто используются с обычными инверторами, предназначенными для сварки электродом (ММА). Аргон, в этом случае, открывается и закрывается вручную, а дуга возбуждается касанием и отрывом кончика вольфрамового электрода от свариваемой детали, так что кнопка там просто ни при чем.
Надо только помнить, что сварка алюминиевых сплавов, в этом случае, будет Вам недоступна (тут нужны специализированные аппараты - AC/DC и, желательно, импульсные. Они гораздо сложнее и дороже, чем обычный инвертор ММА.
ОТЕЧЕСТВЕННЫЕ ГОРЕЛКИ TIG
Представлены, главным образом, горелками марки АГНИ (Северодвинского или Екатеринбургского производства). Это проверенные временем, надежные горелки с высокой ремонтопригодностью, с удобной ручкой и шлейфом длиной 4, 8 или более метров.
В таблице приведены наиболее распространенные типы горелок АГНИ (по статистике продаж в наших магазинах).
|
Тип горелки |
Макс. |
Особенности |
Вид охлаждения |
|
АГНИ-03М |
200 |
Кнопка+вентиль |
воздушное |
|
Агни-03/07М |
180 |
Кнопка+вентиль, |
воздушное |
|
АГНИ-07М |
315 |
Кнопка+вентиль, |
жидкостное |
|
АГНИ-12М |
200 |
кнопка |
воздушное |
|
АГНИ-17М |
315 |
Кнопка |
жидкостное |
 |
 |
 |
ИМПОРТНЫЕ ГОРЕЛКИ TIG
Они производятся большим количеством предприятий таких известных фирм, как EWM, Kemppi, ESAB, Trafimet, TBI, Blueweld, TELWIN, Fubag, Brima, Сварог, Elitech, Aurora и др. Причем, участия китайских производителей нет только в первых трех. Остальные – это либо чисто китайские бренды, либо с существенным участием китайского производства.
 |
 |
 |
 |
И вот здесь часто возникает один важный вопрос - как присоединить горелку к аппарату. Ведь что происходит на практике? Сам аппарат еще жив, и более-менее здоров, а вот горелку пора менять. И приобрести, что называется "родную" удается далеко не всегда. Попробуем разобраться.
У импортных горелок TIG существуют, по крайней мере два типа присоединения их к аппарату.
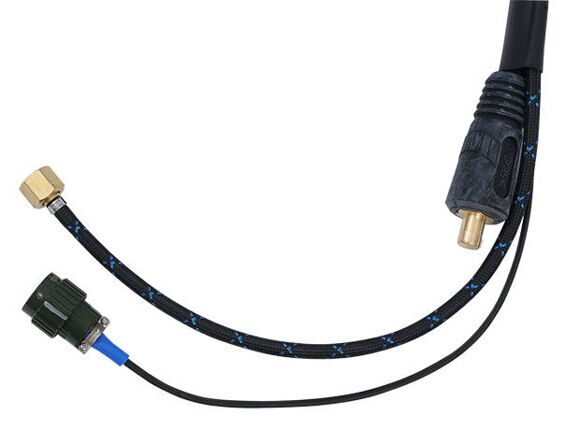
1. Силовая вставка в гнездо аппарата (25 или 50 мм кв., то есть с диаметром цилиндрической части контакта 9 или 13 мм). Она может быть выполнена отдельно, сама по себе. В этом случае аргон подводится вдоль всего шлейфа горелки по своему шлангу. В других горелках аргон может подводиться
непосредственно к силовой вставке и поступать к головке горелки по шлангу, медная оплетка которого выполняет роль силового кабеля (схема внизу страницы).
2. Накидная гайка G3/8 (почти совпадает с М16). У такой горелки аргон также проходит по шлангу с медной токоведущей оплеткой. На панели аппарата, в этом случае, вместо гнезда под кабельную вставку установлен штуцер с аналогичной наружной резьбой.
Ну и, кроме главного (силового) соединения необходимо еще подключить
провод от кнопки управления, через 2-х контактный разъем и шланг подачи
аргона, который может иметь на конце или накидную гайку или вставку
быстросъемного соединения. Поэтому, каждый сварщик, при выборе подходящей
горелки должен точно знать все эти особенности, а еще лучше подбирать
горелку (например в наших магазинах) имея при себе старую горелку или,
хотя бы фотографию лицевой панели аппарата. В этом случае, как минимум
советом, поможем всегда.
ВАРИАНТЫ ПРИСОЕДИНЕНИЯ АРГОНОДУГОВЫХ ГОРЕЛОК К АППАРАТАМ
 |
 |
 |
 |
 |
 |
 |
 |
ВСЕГДА В ПРОДАЖЕ БОЛЬШОЙ АССОРТИМЕНТ ЗАПАСНЫХ ЧАСТЕЙ
К ОТЕЧЕСТВЕННЫМ И ИМПОРТНЫМ АРГОНОВЫМ ГОРЕЛКАМ
|
|
 |


СОСТАВНЫЕ ЧАСТИ ГОРЕЛКИ
